
What Are the Five Steps of the Toyota Production System?
Contents
- 1 Key Takeaways
- 2 📑 Table of Contents
- 3 The Unshakeable Foundation: Understanding the Toyota Production System
- 4 Step 1: Stabilize (Foundation) – The Bedrock of Everything
- 5 Step 2: Level (Heijunka) – Smoothing the River of Production
- 6 Step 3: Sequence (Jidoka & Flow) – Building Quality In and Moving Smoothly
- 7 Step 4: Pull (Kanban) – Letting Customer Demand Drive Production
- 8 Step 5: Perfection (Kaizen) – The Never-Ending Cycle of Improvement
- 9 Weaving It All Together: The Cyclical, Interdependent Nature of TPS
- 10 Why This Matters Beyond the Factory Floor
- 11 Frequently Asked Questions

Parking Sensor Kit

Car Tire Inflator

Torque Wrench Set

Car Paint Touch Up Pen
The Toyota Production System (TPS) is the legendary manufacturing philosophy behind Toyota’s global reputation for quality and efficiency. It is built on two fundamental pillars: Just-in-Time (producing only what is needed, when needed) and Jidoka (automation with a human touch). These pillars are operationalized through a continuous cycle of five interconnected steps: Stabilize, Level, Sequence, Pull, and Perfection. Mastering this system eliminates waste, empowers workers, and creates a culture of relentless improvement, making it a model studied by industries worldwide.
Key Takeaways
- TPS is a System, Not a Tool: The five steps form an integrated, holistic framework for thinking and acting, not a simple checklist to implement piecemeal.
- Two Pillars, One Goal: Just-in-Time (flow) and Jidoka (built-in quality) are inseparable and must be developed in tandem to achieve true operational excellence.
- Stabilize is the Foundation: You cannot build a lean system on an unstable process. Standardized work and machine reliability are non-negotiable starting points.
- Heijunka (Leveling) is the Key to Flow: Smoothing production volume and mix is the critical step that enables Just-in-Time and protects against variability.
- Pull Systems Respond to Demand: The Kanban system is the practical tool that makes “produce only what is needed” a reality, preventing overproduction.
- Perfection is a Never-Ending Journey: The fifth step, Kaizen, means the cycle never stops. Continuous improvement is the engine that sustains TPS.
- People are Central: Every step relies on engaged, multi-skilled employees who are empowered to stop the line and solve problems at the source.
📑 Table of Contents
- The Unshakeable Foundation: Understanding the Toyota Production System
- Step 1: Stabilize (Foundation) – The Bedrock of Everything
- Step 2: Level (Heijunka) – Smoothing the River of Production
- Step 3: Sequence (Jidoka & Flow) – Building Quality In and Moving Smoothly
- Step 4: Pull (Kanban) – Letting Customer Demand Drive Production
- Step 5: Perfection (Kaizen) – The Never-Ending Cycle of Improvement
- Weaving It All Together: The Cyclical, Interdependent Nature of TPS
- Why This Matters Beyond the Factory Floor
The Unshakeable Foundation: Understanding the Toyota Production System
You’ve heard the terms: “Lean Manufacturing,” “Six Sigma,” “Continuous Improvement.” They all trace their lineage back to a single, revolutionary system born on the shop floors of post-war Japan. That system is the Toyota Production System (TPS). It’s not just a set of tools; it’s a complete philosophy for organizing work, managing people, and pursuing perfection. At its heart, TPS aims to do three things perfectly: deliver exactly what the customer wants, in the exact quantity needed, at the exact time required, with the highest possible quality and at the lowest possible cost. Sounds simple? The genius is in the disciplined, step-by-step execution.
For decades, the inner workings of TPS were a closely guarded secret. Outsiders saw the results—incredible quality, minimal inventory, and relentless innovation—but struggled to replicate them. The reason was simple: they tried to copy the tools (like Kanban cards or Andon cords) without understanding the foundational thinking and sequential logic that holds the entire system together. The true power of TPS is unlocked by following its prescribed, logical progression of five major steps. Skipping or weakening any one step causes the entire structure to wobble. Think of it like building a house: you must pour the foundation before you frame the walls.
This article will pull back the curtain. We will walk through each of the five critical steps of the Toyota Production System in the order they must be understood and implemented. We’ll move from the bedrock of stability to the pinnacle of continuous improvement, explaining not just the “what” but the profound “why” behind each phase. Whether you’re in automotive manufacturing, software development, healthcare, or running a small business, the principles of TPS provide a timeless blueprint for eliminating waste and creating value.
Step 1: Stabilize (Foundation) – The Bedrock of Everything
Before you can dream of a smooth, efficient, responsive production line, you must first achieve stability. This is the absolute, non-negotiable starting point. Stabilization in TPS means creating a predictable, reliable, and standardized process. You cannot improve a process that is chaotic, unpredictable, or constantly breaking down. Imagine trying to implement a “pull” system where machines break down daily and workers can’t complete their tasks consistently. It would be an immediate failure. Stabilization is about creating the calm, controlled environment where all other lean tools can function.
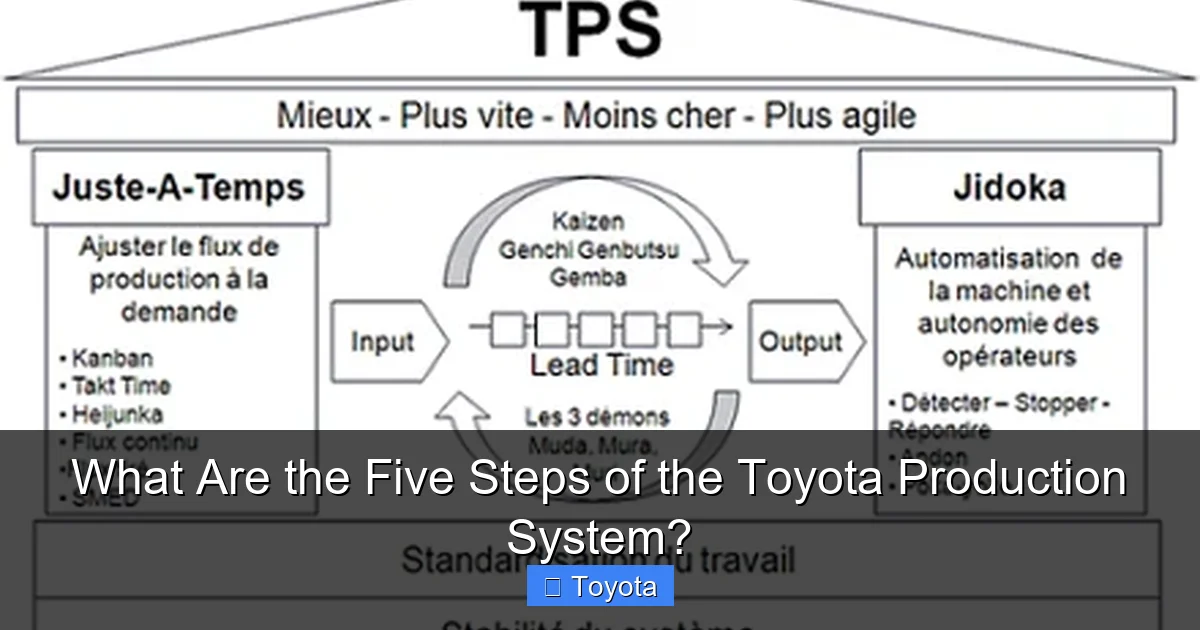
Visual guide about What Are the Five Steps of the Toyota Production System?
Image source: definition-qualite.com
What Does “Stabilize” Actually Mean?
Stabilization has two primary components: Standardized Work and Machine Reliability. Standardized Work is the currently best-known, most reliable, and safest way to perform a task. It is documented in simple, visual formats (often with diagrams) and is always created by the people who do the work, in collaboration with engineers and managers. It defines the exact sequence, timing, and inventory needed for a job. This isn’t about restricting creativity; it’s about creating a baseline. You cannot measure improvement (Kaizen) if you don’t have a stable, agreed-upon starting point. Every time a deviation occurs, it’s an opportunity to learn and update the standard.
The second component is ensuring that equipment is reliable. This means implementing a robust Total Productive Maintenance (TPM) program. Operators are trained to perform basic maintenance (cleaning, tightening, lubricating) and identify early signs of trouble. The goal is to eliminate the six big losses that cause machine downtime: breakdowns, changeover time, idling, reduced speed, defects, and startup losses. A stable machine is a predictable machine, which is essential for planning and flow.
Practical Example: The Assembly Line Station
Let’s say we’re looking at a station where a car door is installed. Before any lean transformation, the process might be: worker A sometimes tightens bolts in a different order, worker B sometimes needs a part from a bin that’s empty, and the pneumatic screwdriver occasionally stalls. To stabilize this, we:
- Document Standardized Work: Create a visual job aid showing the exact 12-second cycle: reach for door (2 sec), position (3 sec), tighten bolt 1 (2 sec), tighten bolt 2 (2 sec), inspect (3 sec).
- Improve Machine Reliability: Implement a daily 5-minute cleaning and check of the screwdriver and air line by the operator. Schedule weekly lubrication by maintenance.
- Organize the Workplace (5S): Ensure every tool has a defined shadow board location, and parts bins are always filled to a designated “two-piece” level to signal replenishment.
Only when this station runs the same way, every time, with no surprises, can we move to the next step. This phase often reveals the most basic, glaring problems—the “low-hanging fruit” of poor organization and inconsistent methods. Companies eager to jump to “high-tech” solutions often fail because they skip this vital groundwork.
Step 2: Level (Heijunka) – Smoothing the River of Production
With a stable process in place, the next critical step is to level the production schedule. In manufacturing terms, this is called Heijunka. The enemy here is “mura” (unevenness). A typical, non-level schedule might be: “This month we build 500 white SUVs, 200 red sedans, and 50 green trucks.” This creates massive swings in demand for parts, sub-assemblies, and labor. The body shop might be overwhelmed with SUVs one week and then starved for work the next. This volatility forces the entire system to carry huge inventories to buffer against these peaks and valleys, which is the antithesis of Just-in-Time.

Visual guide about What Are the Five Steps of the Toyota Production System?
Image source: pessolutions.com
Leveling Volume and Mix
Heijunka attacks this problem on two fronts:
- Leveling Volume: Instead of producing 500 units in the first week and 50 in the last, you aim to produce a consistent quantity every day or every shift. This creates a predictable “takt time” (the customer-defined production rate).
- Leveling Mix: Instead of producing all one model then all another, you produce a fixed, repeating sequence of models. For example, your daily sequence might be: Sedan, SUV, Truck, Sedan, SUV, Truck, etc. This smooths the demand on all supporting processes.
The tool used to achieve this is the Heijunka Box or Heijunka Board. It’s a visual scheduling tool (often a grid of slots and colored cards) that represents the leveled sequence. Each card represents a specific product variant. When a card is pulled to start production, it signals the upstream processes to make that specific item. This box is the physical manifestation of the leveled schedule and is central to making the pull system work.
Why Leveling is So Hard (and So Important)
Sales and marketing teams love promotions and spikes. “Let’s do a big holiday sale!” they cry. From a TPS perspective, this is a direct attack on system stability. Every sales spike creates a corresponding production spike that ripples backward through the supply chain, causing stress, overtime, quality slips, and the need for emergency air freight of parts. Toyota’s famous philosophy is to “smooth production at the final assembly line and accept only what the market will bear in a stable manner.” This often requires tough conversations with sales departments, aligning incentives to reward stable, predictable demand rather than volatile peaks. The benefit is a system that operates at a steady, efficient pace, with minimal inventory, less stress on people and machines, and a much higher ability to respond to true changes in customer demand.
Step 3: Sequence (Jidoka & Flow) – Building Quality In and Moving Smoothly
Once production is leveled, we focus on the sequence of operations. This step is where the two pillars of TPS—Just-in-Time and Jidoka—begin to work together in harmony. “Sequence” here refers to designing the physical and informational flow of materials and processes to support the leveled schedule from Step 2. The goal is to create a continuous, balanced flow where work-in-process inventory is minimized, and quality problems are detected and stopped immediately at their source.
Designing for Flow and Built-In Quality
This involves detailed line balancing and cell design. Engineers and team members map out the entire value stream for a product family. They ask: “What is the optimal order of operations? Where should we place machines and workstations to minimize transport and waiting? How can we design the layout so that problems become visible instantly?” This is where the principle of Jidoka (automation with a human touch) is physically built into the line. Jidoka means that any worker, at any station, has the authority and the means to stop the entire production line the moment they detect an abnormality (a defect, a missing part, a machine fault).
The iconic tool here is the Andon—a large, illuminated signal board (often with colored lights) that hangs over the production line. When a worker pulls a cord or presses a button, the Andon lights up (usually yellow for a minor issue, red for a major stoppage). This immediately alerts team leaders and supervisors that help is needed at that specific station. The key cultural element is that stopping the line is not a failure; it is the correct, expected action that prevents a bad part from flowing downstream and creating millions in waste. This empowers workers and forces problems to the surface for immediate resolution.
Practical Example: In an engine assembly cell, you might sequence the operations so that the critical torque-check station is positioned right before the engine is sealed and shipped. The worker has an Andon cord within reach. If the torque wrench reading is out of spec, they stop the line, call a leader, and the problem (bad tool, incorrect part, untrained worker) is solved on the spot before any defective engine is made. The sequence ensures quality is checked at the point of creation, not at the end of the line.
Step 4: Pull (Kanban) – Letting Customer Demand Drive Production
After stabilization, leveling, and sequencing, we finally implement the most famous TPS tool: the Pull System, typically using Kanban. This is the practical engine of the Just-in-Time pillar. The core idea is simple: “Don’t make something until it is needed downstream.” In a push system (the traditional Western model), a master production schedule tells the first department to make 1,000 parts. They make them and push them to the next department, whether they need them or not. This creates piles of inventory (waste). In a pull system, the downstream process “pulls” parts from the upstream process only when it is ready to use them.
Visual guide about What Are the Five Steps of the Toyota Production System?
Image source: symestic.com
How a Kanban Card Works
The most common pull tool is the Kanban card. A Kanban is a signal (a physical card, a digital signal, or an empty bin) that authorizes production or movement of material. There are two main types:
- Production Kanban: Signals the upstream process to *make* a specific quantity of a part.
- Withdrawal Kanban: Signals the material handler to *move* a specific quantity of a part from the upstream process to the downstream process.
In a classic two-bin system, a worker uses parts from Bin A. When Bin A is empty, the empty bin *is* the Kanban card. The worker takes the empty bin to the upstream process, which then produces enough parts to refill Bin A. Bin B is used in the meantime. The number of Kanban cards in the system is carefully calculated based on lead time, demand, and safety stock. Fewer cards mean less inventory and tighter coupling between processes, but also less buffer against problems. The system itself exposes problems (like machine downtime or long changeovers) because a lack of Kanban cards means a downstream process is starved.
The Pull System in a Broader Sense
While physical cards are iconic, the pull concept applies to all levels. At the final assembly line, a “one-piece flow” is the ultimate pull. Each time a car is completed, it “pulls” the next set of components from the sub-assembly area. That sub-assembly area, in turn, pulls from the component machining area. This creates a cascading effect of demand back through the entire value stream. The power of pull is that it synchronizes production with actual consumption, not a forecast. It limits work-in-process inventory automatically, exposes bottlenecks (the process that can’t keep up will run out of Kanban signals), and reduces the cost of delay and storage. It is the operational manifestation of the “Just-in-Time” philosophy.
Step 5: Perfection (Kaizen) – The Never-Ending Cycle of Improvement
The first four steps create a stable, level, sequenced, pull-based system. But a system, once built, will begin to degrade. Machines wear, assumptions become outdated, and new problems emerge. This is why the fifth and final step is not an endpoint but a perpetual cycle: Kaizen, meaning “continuous improvement.” The goal is not just to run the system we built, but to relentlessly make it better. Kaizen is the culture and the process that ensures TPS is a living, evolving system, not a static museum piece.
The Kaizen Mindset and Process
Kaizen is often misunderstood as “small, incremental changes.” While that is part of it, the essence is a fundamental mindset that nothing is ever perfect and there is always a better way. It requires a questioning attitude (“Why? Why? Why?”) from every employee. The standard process from Step 1 is not a cage; it is the baseline from which all improvement is measured. When a problem occurs (and in a well-functioning TPS, problems are highly visible), the response is not just a quick fix. It is a structured problem-solving process, often using the PDCA Cycle (Plan-Do-Check-Act or Deming Cycle).
- Plan: Identify the problem, analyze root cause (using tools like the “5 Whys” or Fishbone diagram), and develop a countermeasure.
- Do: Test the countermeasure on a small scale, often in a pilot area.
- Check: Study the results of the test. Did it solve the problem? Were there unintended consequences?
- Act: If successful, standardize the new method (update the Standardized Work from Step 1!) and roll it out more broadly. If not, learn and go back to Plan.
This PDCA cycle is the engine of Kaizen. It turns every problem into a learning opportunity and systematically drives the organization toward its ideal state of zero defects, zero inventory, and zero delay.
Kaizen in Action: The Role of Everyone
At Toyota, Kaizen is not the exclusive domain of engineers or managers. It is expected of every team member. A line worker who notices a slightly awkward reach is encouraged to suggest a change. Groups of workers regularly conduct Kaizen Events or Improvement Blitzes—focused, short-term projects to improve a specific process. Leaders are coaches whose primary job is to teach problem-solving skills and remove obstacles so their teams can improve. The Andon cord from Step 3 is a Kaizen trigger; when it’s pulled, the leader’s first question is not “Who messed up?” but “What in the system allowed this defect to occur?” The answer leads to a PDCA cycle to improve the system. This relentless pursuit of perfection is what makes TPS a sustainable competitive advantage. The system designed in Steps 1-4 is merely the starting line for an endless race toward a better future.
Weaving It All Together: The Cyclical, Interdependent Nature of TPS
It’s crucial to understand that these five steps are not a linear, one-time project. They are a cyclical, interdependent framework. You cannot have effective Kaizen (Step 5) without a stable Standard (Step 1) to measure against. You cannot implement a true Pull system (Step 4) without a leveled schedule (Step 2) to prevent starvation and overproduction. You cannot level effectively if your machines are breaking down constantly (Step 1). And you cannot design a good sequence (Step 3) without understanding the leveled mix (Step 2) you are trying to flow.
The beauty of the system is its feedback loops. A Kaizen activity might reveal that a machine needs better maintenance, sending you back to improve the stabilization protocols. A problem exposed by the Andon (Step 3) might show that your Kanban count (Step 4) is too low for the actual reliable cycle time, requiring a adjustment. The system is designed to constantly expose weaknesses. Your job is to strengthen them, one PDCA cycle at a time. This holistic view is why so many companies fail in their “lean” implementations. They see Kanban (Step 4) as a magic bullet and implement it on top of a chaotic, unstable, unlevelled process. The result is not lean efficiency; it is visual chaos and amplified problems. The power is in the sequence and the integrity of the entire model.
Why This Matters Beyond the Factory Floor
While born in automotive manufacturing, the logic of the TPS five-step model is universally applicable. Any process that transforms inputs into a valuable output for a customer can be analyzed through this lens.
- Software Development: Stabilize with a robust Definition of Done and reliable CI/CD pipelines. Level work using a consistent sprint cadence and balanced team assignments. Sequence work with a visual Kanban board that limits work-in-progress. Pull new features based on team capacity and customer feedback. Perfection through relentless retrospectives and automated testing.
- Healthcare: Stabilize patient intake and room turnover processes. Level patient scheduling to avoid doctor/nurse burnout and idle time. Sequence surgical cases to optimize OR utilization. Pull supplies based on real-time use, not stockpiling. Kaizen to reduce infection rates and patient wait times.
- Service Industries: Stabilize claim processing or loan application steps. Level the incoming work volume (e.g., through appointment scheduling). Sequence tasks to minimize handoffs and rework. Pull new work only when capacity exists. Continuously improve through customer feedback loops.
The principles are timeless: master the basics, smooth the flow, build in quality, respond to real demand, and never stop learning. By respecting the sequence and interdependence of these five steps, any organization can begin its own journey toward operational excellence and true customer value.
Frequently Asked Questions
What is the very first step in implementing the Toyota Production System?
The absolute first step is Stabilization. You must establish reliable, standardized processes and machine uptime before attempting any other lean tools. Without a stable foundation, any pull system or leveling effort will fail and amplify existing problems.
How is Heijunka (Leveling) different from just making a production schedule?
Heijunka is specifically about smoothing both the volume (consistent daily output) and the mix (a repeating sequence of different models) of production. It attacks the unevenness (“mura”) that causes waste, inventory piles, and stress, creating a predictable rhythm for the entire supply chain.
What is the relationship between Jidoka and the Andon cord?
Jidoka is the principle of “automation with a human touch”—stopping production when a problem occurs to build in quality. The Andon cord or light is the physical tool that makes Jidoka possible. It is the visible, audible signal that a worker has identified an abnormality and needs support, empowering them to stop the line.
Is a Kanban card just a shopping list for parts?
No. A Kanban card is a precise production or move authorization with a fixed quantity. It is a key component of a “pull” system that limits work-in-process inventory. The number of Kanban cards in circulation is a calculated limit that automatically controls the amount of material in the system, exposing problems like long setup times or unreliable processes.
Why is Kaizen considered the fifth and final step if it means “continuous”?
Kaizen is the fifth step because it is the sustaining, self-improving engine of the entire system. The first four steps build the initial stable, level, sequenced, pull-based process. Kaizen is the ongoing activity that uses the PDCA cycle to improve that process forever. It’s the step that ensures TPS never stagnates and always evolves toward perfection.
Can I implement just the Pull (Kanban) system without doing the other steps?
Technically you can, but it will likely fail or create more problems. Implementing Kanban on top of an unstable, unlevelled, or poorly sequenced process will simply make inventory shortages and production stoppages highly visible very quickly. The other steps are prerequisites that create the conditions for a pull system to function smoothly and effectively. You can learn more about Toyota’s own systematic approach to problem-solving in resources like the Toyota assessment test, which evaluates understanding of these core principles.