What Are the 3 Core Principles of the Toyota Production System?
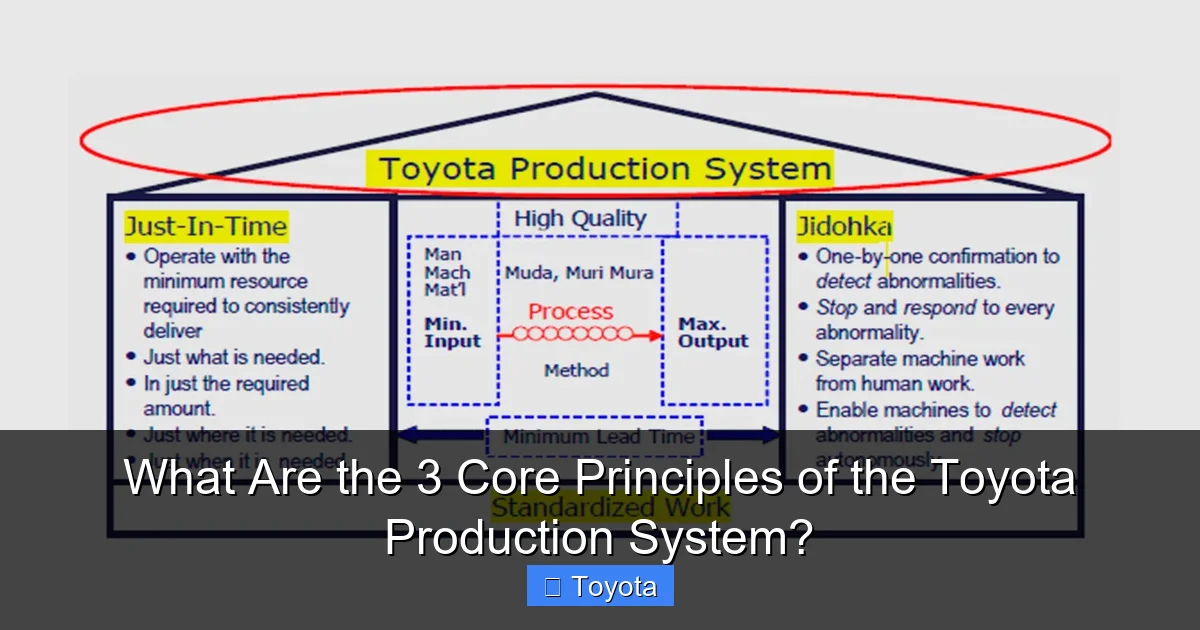
The Toyota Production System (TPS) is built on three foundational pillars: Just-In-Time (JIT), which produces only what is needed, when it is needed; Jidoka (automation with a human touch), which stops production to fix problems immediately; and Kaizen, the relentless pursuit of continuous improvement. Together, they create a system that eliminates waste, ensures quality, and empowers every employee to contribute. Understanding these principles is key to grasping lean manufacturing and operational excellence.
Key Takeaways
- Just-In-Time (JIT): This principle focuses on creating a “pull” system where production is based on actual customer demand, not forecasts, minimizing inventory and waste.
- Jidoka (Autonomation): It means building in quality by equipping machines and people to detect abnormalities and stop production immediately to prevent defects from moving forward.
- Kaizen (Continuous Improvement): A cultural commitment where every employee is encouraged to suggest small, incremental improvements daily, leading to massive gains over time.
- Waste Elimination (Muda): All three principles work synergistically to identify and eradicate the eight wastes (DOWNTIME), streamlining every process.
- Respect for People: The system fundamentally trusts and develops its workforce, seeing them not as cogs but as problem-solvers and innovators.
- Standardized Work: Improvement is built upon stable, repeatable, and documented processes, which serve as the baseline for measuring change.
- Holistic System: The three principles are interdependent; using one without the others yields limited results. True power comes from their integrated application.
📑 Table of Contents
- The Unshakable Foundation: Introducing the Toyota Production System
- Principle 1: Just-In-Time (JIT) – The Rhythm of Flow
- Principle 2: Jidoka – Automation with a Human Mind
- Principle 3: Kaizen – The Never-Ending Journey
- The Magic in the Middle: How the Three Principles Synergize
- Beyond the Factory Floor: Modern Applications and Common Misconceptions
- Conclusion: The Enduring Legacy of a Simple System
The Unshakable Foundation: Introducing the Toyota Production System
Imagine a factory where machines talk to each other, workers are empowered to stop the entire line, and improvement ideas flow from the shop floor to the boardroom. This isn’t a futuristic fantasy; it’s the reality of the Toyota Production System (TPS), the legendary manufacturing philosophy that made Toyota a global powerhouse. Born from the mind of Sakichi Toyoda and refined by his son Kiichiro and engineer Taiichi Ohno in post-war Japan, TPS was a response to scarcity. It became a masterclass in doing more with less.
At its heart, TPS isn’t a set of tools or a quick-fix program. It’s a thinking system. A culture. A way of life for an organization. And while its applications have spread worldwide under the banner of “Lean,” the original system remains elegantly simple in its core structure. It rests on two foundational, interdependent concepts: a commitment to eliminate waste and a deep respect for people. From these, three core, actionable principles spring forth. They are the DNA of TPS. Understanding these three—Just-In-Time, Jidoka, and Kaizen—is to understand the very engine of Toyota’s legendary quality, efficiency, and resilience.
Principle 1: Just-In-Time (JIT) – The Rhythm of Flow
Let’s start with the most intuitive yet often misunderstood principle. “Just-In-Time” conjures images of parts arriving at the exact second they’re needed. And that’s part of it, but it’s much deeper. JIT is about creating a smooth, uninterrupted flow of value from raw material to finished product, pulled by the customer’s actual order. It is the antithesis of “just-in-case” production, where you build massive inventories based on guesses.
Visual guide about What Are the 3 Core Principles of the Toyota Production System?
Image source: images-na.ssl-images-amazon.com
The Pull System: From Push to Pull
Traditional mass production is a “push” system. The sales department forecasts demand, tells the factory to build 10,000 cars, and that push ripples backward through suppliers, who must all stockpile materials. This creates mountains of inventory (a huge waste of money and space) and hides problems. If a defect occurs, you might not find it for weeks, and thousands of bad units have already been made.
JIT flips this. It uses a “pull” system. The final assembly station needs a door. So, it signals (often with a simple card called a kanban) the preceding station: “I need one door.” That station only makes one door in response. It then signals its supplier, and so on. Work only happens when there is a downstream demand. This keeps inventory at a bare minimum, exposes bottlenecks instantly (the station making the door would immediately feel the pressure if it slowed down), and aligns production perfectly with real sales. Think of it like a bakery. They don’t bake 500 loaves at 6 AM hoping to sell them. They bake in small batches throughout the day as customers buy them. That’s JIT.
Heijunka: The Art of Leveling
Pure pull can be chaotic if customer orders are sporadic (e.g., one day they want 10 red sedans, the next day 5 blue SUVs). Enter Heijunka, or production leveling. This is the clever scheduling technique that smooths out the mix and volume of models produced over a fixed period. Instead of building in large, fluctuating batches, Toyota tries to produce a little bit of everything every day. This leveling is crucial because it stabilizes the entire pull system, making processes more predictable, reducing changeover times, and preventing sudden surges that cause stress and errors. It’s the difference between a calm, steady heartbeat and a frantic, irregular one.
Practical Tip: Start leveling your own work. If you have a mix of quick tasks and long projects, don’t do all quick ones then all long ones. Alternate them to maintain a consistent pace and avoid burnout or system overload.
Takt Time: The Customer’s Pulse
How do you know the pace to set your leveled production? You calculate the Takt Time. “Takt” is the German word for the conductor’s baton. It’s the rate of customer demand. If your customers buy 240 cars per week and your plant runs 8 hours a day, 5 days a week, your Takt Time is (8 hrs x 60 min x 5 days) / 240 cars = 10 minutes per car. Every 10 minutes, one car should be completed. This becomes the heartbeat of the entire factory. Every process is aligned to this rhythm. It forces you to match capacity to demand and highlights any process that is slower than the Takt time as a bottleneck that must be fixed. It’s not about working faster; it’s about working in sync with the customer.
Real-World Example: Consider Toyota’s trim levels. A high-volume model like the Camry has many trim packages. Without Heijunka, they might build a week of base models, then a week of hybrids, then a week of XLE trims. With Heijunka, they mix them daily, ensuring a smooth flow of parts (seats, tech packages, alloy wheels) to the line, preventing huge stocks of specific trim components and allowing for more flexible response to actual sales data.
Principle 2: Jidoka – Automation with a Human Mind
If JIT is about flow, Jidoka is about quality. The term literally means “automation,” but in the Toyota sense, it’s “autonomation”—automation with a human touch. It’s the principle that machines and people should stop when something is amiss. It builds quality into the process from the very beginning, making defects immediately visible and forcing their root cause to be addressed before more work is done. This is the guardrail for JIT. Without Jidoka, a fast, efficient pull system would just produce defects faster.
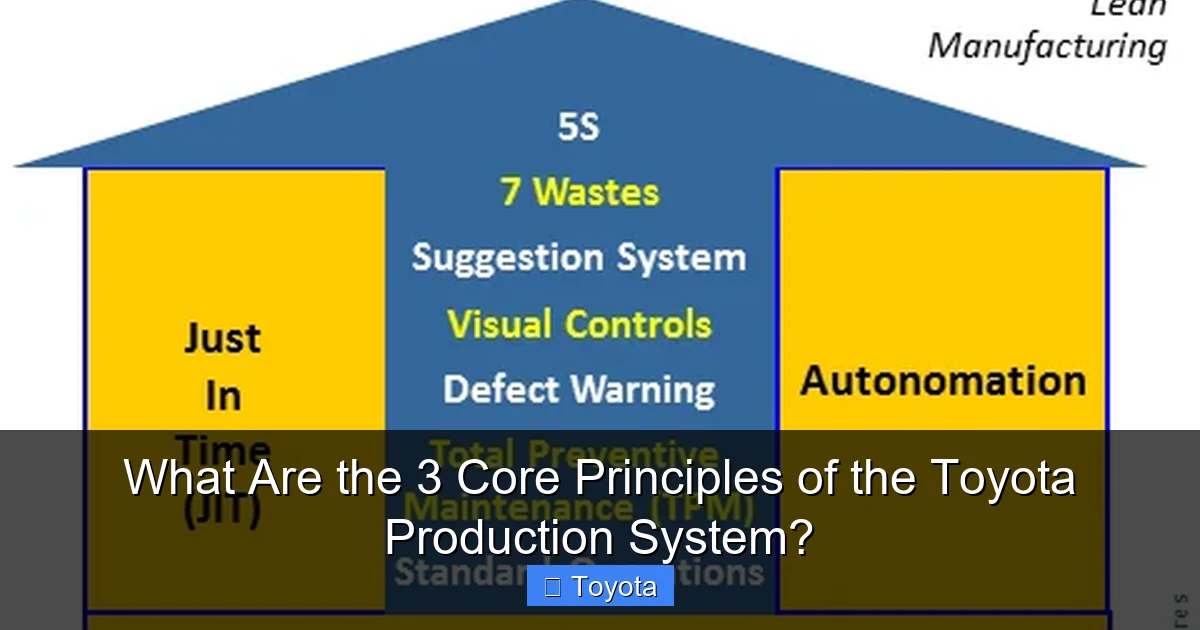
Visual guide about What Are the 3 Core Principles of the Toyota Production System?
Image source: 1000ventures.com
The Andon Cord: Giving Voice to the Problem
The most iconic symbol of Jidoka is the Andon—a lighted display board that shows the status of each station on the line. More importantly, at every workstation, there is a physical cord (or button). Any operator, at any time, has the absolute authority and responsibility to pull that cord if they detect an abnormality: a missing part, a strange sound, a measurement out of spec. Pulling the cord stops the entire production line. The Andon board lights up, signaling a problem. A team leader immediately rushes over not to blame the operator, but to understand the problem and fix it at the source.
This is revolutionary. In traditional factories, the pressure is to “keep the line running.” Operators are discouraged from stopping, so they often hide problems or pass defective work downstream. Jidoka inverts this. Stopping the line is the desired outcome because it prevents the waste of processing defective materials and forces immediate problem-solving. It treats the symptom (the defect) as a clue to a deeper disease (the process flaw).
Poka-Yoke: Mistake-Proofing the Process
Jidoka also manifests in poka-yoke—devices or methods that prevent errors or make them immediately obvious. This is mistake-proofing. A classic example: a fixture that only allows a part to be inserted in the correct orientation. A modern car seat that won’t recline if the rear seatbelt isn’t buckled. The goal is to design processes so that human error cannot result in a defect reaching the customer. Poka-yoke shifts the burden from the worker’s memory and vigilance to the system itself, fostering a culture of safety and quality. It’s cheap, simple, and profoundly effective.
Practical Tip: Look for a repetitive task in your own work or home life. How could you make it “idiot-proof”? A simple example: labeling storage bins with pictures and words so anyone can find and return items correctly.
Separating Human Work from Machine Work
True Jidoka means machines do the repetitive, heavy work, but humans are in control, monitoring and making judgments. When a machine signals an abnormality (via sensors), it stops. This frees the human operator from being a slave to the machine’s pace and allows them to add value by observing, thinking, and solving problems. It respects the operator’s intelligence and turns them from a passive monitor into an active quality inspector and improver. This principle directly feeds into Kaizen, as the person who sees the problem most often is empowered and expected to help fix it permanently.
Principle 3: Kaizen – The Never-Ending Journey
Kaizen is the soul of TPS. It translates to “change for the better” or “continuous improvement.” It is not a large, occasional project. It is a daily practice, a mindset ingrained in every single employee, from the CEO to the newest assembly line hire. The belief is that no process is ever perfect, and there is always room for one more small step forward. These small, incremental improvements compound into staggering competitive advantages over years.
Visual guide about What Are the 3 Core Principles of the Toyota Production System?
Image source: strategyassociates.cc
Gemba Walks and Small Suggestions
Kaizen happens at the Gemba—the “real place” where work is done. Managers don’t stay in offices; they spend time on the shop floor observing, asking questions (“Why?” five times to get to the root cause), and listening to ideas. Improvement is not top-down decree. It is a flood of suggestions from the people who do the job every day. Toyota famously collects and implements hundreds of thousands of small improvement ideas from its workforce annually. These aren’t all million-dollar innovations; they are often simple, low-cost changes: a tool placed in a more ergonomic position, a label added to clarify a step, a minor adjustment to a fixture that saves 10 seconds per cycle. The power is in the volume and the culture of participation.
The PDCA Cycle: The Engine of Improvement
All Kaizen activities follow the PDCA (Plan-Do-Check-Act) Cycle, also known as the Deming Cycle. It’s the scientific method for improvement:
- Plan: Identify a problem or opportunity. Analyze the current state. Develop a small, testable hypothesis for improvement.
- Do: Implement the change on a small scale, as a trial. Test it.
- Check: Study the results. Did the change work? What did you learn? Compare the data to your prediction.
- Act: If successful, standardize the new method and roll it out more broadly. If not, learn from the failure and plan again. The cycle repeats endlessly.
This cycle prevents big, risky bets and encourages experimentation and learning. It turns improvement into a manageable, ongoing science rather than a sporadic, emotional event.
Real-World Example: The development of a new model, like the Toyota Convenience Package, is a Kaizen process. Engineers and marketers Plan a feature set based on customer feedback (Check from previous models). They Do a pilot production run. They Check quality metrics and user satisfaction surveys. They Act by adjusting the package contents or manufacturing process before full-scale launch. This cycle repeats with each model year.
Respect for People as the Foundation
Kaizen cannot exist without deep respect for people. If employees are treated as replaceable cogs, they will never offer ideas for fear of ridicule or because they believe management doesn’t care. Toyota invests heavily in training, coaching, and developing its team members. Leaders are coaches, not commanders. The goal is to harness the collective intelligence of the entire organization. When an employee stops the line (Jidoka) and then helps solve the problem (Kaizen), they are exercising their intellectual capacity and feeling valued. This creates enormous engagement, loyalty, and a sense of ownership over the process. People are not the problem; they are the solution.
The Magic in the Middle: How the Three Principles Synergize
Understanding each principle individually is useful, but the true magic of the Toyota Production System emerges from their powerful, self-reinforcing synergy. They are not three separate initiatives; they are one integrated system. Try to isolate one, and the others lose their potency.
JIT exposes problems by removing the buffer of inventory. When you can’t hide behind a pile of extra parts, any hiccup in a machine or delay in a process becomes glaringly obvious. But JIT alone would just create a fragile, stop-start system if not for Jidoka. Jidoka provides the mechanism to respond to those exposed problems safely and effectively—by stopping, fixing, and preventing recurrence. The stopped line is not a failure; it’s a diagnostic event.
However, constantly stopping for small, recurring problems is inefficient. This is where Kaizen kicks in. Every time a problem surfaces and the line stops, it’s a Kaizen opportunity. The team uses the PDCA cycle to investigate the root cause and implement a permanent countermeasure—a poka-yoke device, a procedural change, a maintenance upgrade. Over time, the frequency of stops decreases because the system is being continuously improved. This makes the JIT flow smoother and more reliable.
It’s a virtuous cycle: JIT stresses the system → Problems surface → Jidoka stops and contains the problem → Kaizen investigates and eliminates the root cause → System becomes more robust → JIT flow can be extended further → Repeat. This cycle builds organizational learning, resilience, and ever-increasing capability. It transforms problems from threats into gifts—gifts that, if properly addressed via Jidoka and Kaizen, make the system stronger.
Beyond the Factory Floor: Modern Applications and Common Misconceptions
It’s Not Just for Car Manufacturing
While born in auto manufacturing, TPS principles are universally applicable. Software development uses “Kanban” (from JIT) for agile project management. Hospitals use “Andon” systems to signal patient care issues. Retailers use JIT inventory management. Any process that transforms inputs into a valuable output for a customer can benefit from analyzing flow, building in quality, and fostering continuous improvement. The language changes—”value stream mapping” instead of “material flow”—but the principles are identical.
It’s a Culture, Not a Toolbox
A common mistake is to cherry-pick tools: “Let’s install some kanban bins and call it Lean.” Without the underlying culture of respect, trust, and Jidoka (empowerment to stop), kanban just becomes a new way to push paperwork. Tools without philosophy are brittle. The goal is to develop the thinking, not just implement the tools. True TPS adoption can take a decade or more because it requires changing mindsets, habits, and management styles.
It’s About People, Not Just Process
Another misconception is that TPS is a cold, mechanistic system focused solely on efficiency. Nothing could be further from the truth. Its ultimate aim is to provide meaningful work for people by eliminating the frustration of waste and rework. It seeks to create “a company that is hard to work for [because of the pressure to improve] but impossible to leave [because of the respect and development].” The relentless focus on process is in service of the people—both the employees who do the work and the customers who receive the product. When you see a Toyota assessment test for potential hires, it’s often probing for this Kaizen mindset and collaborative spirit, not just technical skill.
Practical Tip: Start a Kaizen journal. Each day, write down one small frustration in your work or personal life. Use the PDCA cycle on one of them this week. Plan a small change, try it, check if it helped, and act to make it stick or try something new.
Conclusion: The Enduring Legacy of a Simple System
The Toyota Production System is a masterpiece of elegant simplicity. Its three core principles—Just-In-Time to create flow, Jidoka to build in quality, and Kaizen to drive relentless learning—form a complete, self-correcting, and human-centered operating system. They are not a fad or a secret recipe to be copied blindly. They are a philosophy that asks organizations to trust their people, expose their problems, and commit to never-ending improvement.
In a world obsessed with disruption and radical change, TPS teaches the profound power of steady, incremental progress. It teaches that the goal is not perfection, but the constant movement toward it. By embracing these principles—whether you run a global manufacturing plant, a software startup, or a single team—you build more than efficiency. You build resilience, engagement, and a culture where every person is a sensor and a solver. That is the true, enduring legacy of the Toyota Production System. It’s not about building cars better; it’s about building people and processes better, every single day.
Frequently Asked Questions
What is the main difference between Just-In-Time and traditional mass production?
Just-In-Time is a “pull” system based on actual customer demand, minimizing inventory and waste. Traditional mass production is a “push” system based on forecasts, leading to large inventories and hidden problems.
How does Jidoka empower Toyota workers?
Jidoka gives every worker the explicit authority and responsibility to stop the production line via an Andon cord if they see an abnormality. This empowers them to ensure quality and makes them active problem-solvers, not passive cogs.
Is Kaizen only about big, costly improvements?
No. Kaizen emphasizes thousands of small, incremental improvements from all employees daily. The cumulative effect of these small changes is what drives massive, sustainable gains over time.
Can the Toyota Production System work in industries outside of manufacturing?
Absolutely. The principles of flow (JIT), built-in quality (Jidoka), and continuous improvement (Kaizen) apply to any process that delivers value, including software development, healthcare, logistics, and service industries.
How is TPS different from “Lean Manufacturing”?
TPS is the original system developed by Toyota. “Lean Manufacturing” is the Western term popularized later, which distilled TPS’s core principles. True Lean is essentially TPS adapted to different contexts, but often the deep cultural elements of respect and continuous improvement are diluted.
What is the biggest challenge companies face when trying to implement TPS?
The biggest challenge is cultural, not technical. It requires a fundamental shift in management style—from command-and-control to coaching-and-empowering—and building genuine trust so employees feel safe to stop the line and suggest improvements without fear.